



摘要:針對國內(nèi)家禽屠宰凈膛作業(yè)中存在的勞動強度大、工作效率低、作業(yè)環(huán)境差等問題,設(shè)計了一種基于機器視覺定位的家禽屠宰凈膛機械手系統(tǒng)。系統(tǒng)由家禽胴體懸掛輸送裝置、雙直角坐標(biāo)式機械手本體、機器視覺系統(tǒng)和PLC 控制系統(tǒng)組成。通過視覺系統(tǒng)在線采集家禽胴體和膛口圖像,采用中值濾波和灰度增強對胴體圖像進行預(yù)處理,然后用全固定閾值法進行圖像的二值化,設(shè)定面積閾值后通過閉運算以及孔洞填充得到分割掉家禽翅膀和腿部的二值圖像,計算二值圖像輪廓,獲取質(zhì)心坐標(biāo); 采用最大內(nèi)接圓法對家禽膛口進行定位,得到膛口中心坐標(biāo);坐標(biāo)變換后將數(shù)據(jù)傳輸?shù)絇LC控制器中,指導(dǎo)機械手完成凈膛工作。試驗結(jié)果表明,該系統(tǒng)對家禽外形輪廓質(zhì)心坐標(biāo)、膛口中心坐標(biāo)的重復(fù)定位精度分別達到±1.6、±1.52像素,凈膛機械手能夠準(zhǔn)確抓取內(nèi)臟,內(nèi)臟平均殘留率為7.63%,內(nèi)臟平均破損率為23%。
關(guān)鍵詞: 家禽;屠宰;凈膛;機械手;機器視覺
引言
我國是禽肉消費大國,作為僅次于豬肉的肉類消費品,禽肉的消費速度仍以每年5%~10%的比例持續(xù)增長。在國內(nèi)城市逐步取消活禽交易市場后,家禽集中屠宰已是大勢所趨,凈膛是家禽屠宰過程中工作環(huán)境差、勞動強度大、最需要卻最難實現(xiàn)機械化和自動化的一道工序。大型家禽屠宰企業(yè)凈膛工作分為全自動化聯(lián)合作業(yè)和人工輔助流水線作業(yè)兩種生產(chǎn)方式。國外開展對家禽自動開膛取內(nèi)臟加工技術(shù)與裝備的研究比較早,目前,已經(jīng)實現(xiàn)全自動化聯(lián)合作業(yè),其中典型代表有荷蘭MEYN 公司開發(fā)的ECP自動取內(nèi)臟系統(tǒng)及STORK公司研發(fā)的Nu-Tech Nuova 全(半)自動取內(nèi)臟系統(tǒng)。國內(nèi)家禽屠宰自動化程度相對較低,多數(shù)企業(yè)仍采用人工輔助流水線作業(yè)方式,因此開發(fā)出能夠滿足禽肉生產(chǎn)要求的家禽自動凈膛技術(shù)與設(shè)備為企業(yè)與研究機構(gòu)所重視。吉林艾斯克公司研發(fā)了一種以空間凸輪作為控制機構(gòu),機械手結(jié)合夾取式與挖取式于一體的自動掏膛機。王麗紅等設(shè)計了一種扒取式家禽自動取內(nèi)臟機,并驗證了該機取內(nèi)臟加工效果。王猛設(shè)計了一種夾取式家禽自動掏膛機械手,根據(jù)通過試驗獲取的家禽腹腔輪廓特性曲線設(shè)計了機械手的結(jié)構(gòu)及運動參數(shù),并取得了較好的效果。熊利榮等對掏膛機械手的觸覺系統(tǒng)進行了設(shè)計優(yōu)化,減小了掏膛時內(nèi)臟破損率,鮑秀蘭等設(shè)計了三指三關(guān)節(jié)的家禽凈膛末端執(zhí)行器,該末端執(zhí)行器能夠根據(jù)家禽的尺寸大小變換姿態(tài),滿足抓取要求。
目前,國內(nèi)外研發(fā)的家禽自動掏膛設(shè)備存在對禽體的一致性要求較高、自動凈膛效果會因禽體個體差異而出現(xiàn)較大差別、且內(nèi)臟破損較嚴(yán)重的問題,不適合需要分揀內(nèi)臟供食用的家禽屠宰凈膛工作。對此,本文提出并設(shè)計一種基于機器視覺定位的家禽屠宰凈膛系統(tǒng),通過視覺系統(tǒng)在線采集家禽(鴨)胴體以及開膛后膛口圖像,利用圖像處理技術(shù)獲取家禽胴體外輪廓,最終得到家禽外形輪廓質(zhì)心坐標(biāo)及膛口中心坐標(biāo),以實現(xiàn)對不同胴體大小的家禽均能指導(dǎo)凈膛機械手準(zhǔn)確定位,并將機械手指從膛口伸入家禽腔體完成掏膛作業(yè)。
1 系統(tǒng)組成與工作原理
1.1 系統(tǒng)組成
基于機器視覺定位的家禽屠宰凈膛系統(tǒng)主要由家禽胴體輸送裝置、機械手本體、機器視覺系統(tǒng)、PLC控制系統(tǒng)組成,其中完成凈膛作業(yè)的機械手本體由雙直角坐標(biāo)式機械手臂組件、可調(diào)節(jié)式禽體夾持部件組以及三指式家禽凈膛末端執(zhí)行器組成,
系統(tǒng)三維圖如圖1所示。進行凈膛工作時主要技術(shù)參數(shù)如表1所示。
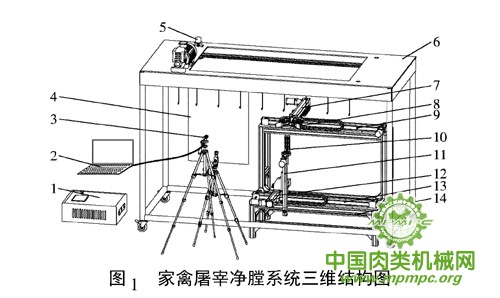
圖1 家禽屠宰凈膛系統(tǒng)三維結(jié)構(gòu)圖
1.電氣控制柜 2.計算機 3.工業(yè)相機 4.背景板 5.旋轉(zhuǎn)編碼器6.家禽胴體輸送裝置 7.3號臂 8.禽體夾持部件組 9.1號臂 10.凈膛末端執(zhí)行器 11.4 號臂 12.5號臂 13.2號臂 14.雙直角坐標(biāo)式機械手本體
表1 主要技術(shù)參數(shù)
| 性能參數(shù) | 數(shù)值 |
| 家禽胴體輸送裝置外形尺寸(長×寬×高)/(mm×mm×mm) | 2755×1145×1950 |
| 機械臂數(shù)/組 | 5 |
| 機械臂組件外形尺寸(長×寬×高)/(mm×mm×mm) | 1404×1508×1350 |
| 1號臂行程/mm | 837 |
| 2號臂行程/mm | 1008 |
| 3號臂行程/mm | 350 |
| 4號臂行程/mm | 230 |
| 5號臂行程/mm | 221 |
| 禽體夾持部件組夾持截面面積/m2 | 5411~8332 |
| 末端執(zhí)行器手指數(shù)/根 | 3 |
1.2 系統(tǒng)工作原理
基于機器視覺定位的家禽屠宰凈膛系統(tǒng)是通過機械手本體、視覺系統(tǒng)以及PLC控制系統(tǒng)相互配合來完成凈膛作業(yè)。家禽輸送裝置將家禽胴體不斷向前輸送,經(jīng)視覺系統(tǒng)區(qū)域采集并處理圖像后,將所得的家禽定位坐標(biāo)信息傳輸至PLC控制器中,然后機械手本體部件組中的各機械手臂根據(jù)PLC中所接收到的信號以及既定的路徑進行工作,隨后末端執(zhí)行器沿禽體腔壁進入腔體,到達指定位置后,末端執(zhí)行器三指先分開后彎曲,將內(nèi)臟取出,最后各機械臂回到原點位置,待下一只家禽進入凈膛工作區(qū)域時執(zhí)行部件進入下一個工作循環(huán)。整個凈膛工作均在家禽輸送方向上的運動過程中完成,期間無停頓。同時,一次凈膛工作均在各臂行程中完成。系統(tǒng)工作原理如圖2所示。
2 視覺系統(tǒng)及家禽圖像處理
2.1 視覺系統(tǒng)的組成及工作原理
視覺系統(tǒng)由圖像在線采集裝置、圖像處理系統(tǒng)以及信息傳輸系統(tǒng)組成。在線采集懸掛于禽體輸送線上的家禽胴體外形及膛口圖像,并分別對所采集的家禽外形胴體與膛口圖像進行圖像處理,獲取家禽外形輪廓質(zhì)心坐標(biāo)及膛口中心坐標(biāo),然后將坐標(biāo)信息進行轉(zhuǎn)換并傳輸至PLC控制器中。

圖2 系統(tǒng)工作原理圖
圖像在線采集裝置由2臺工業(yè)相機、2副三角支架、背景板以及計算機組成,如圖1所示。工業(yè)相機采用德國IDS GigE工業(yè)相機,其型號為UI-6220SE-C-HQ(感光芯片為CCD類型,分辨率為768像素×576像素,幀速為100f/s) ,與之配套鏡頭為Focvis工業(yè)相機鏡頭,型號為H0814-3M。家禽胴體圖像采集于自然光下,為去除背景對家禽圖像處理帶來的干擾,在圖像采集區(qū)域裝有背景板。
工作時,當(dāng)懸掛于環(huán)形禽體輸送線上的鴨胴體進入圖像采集區(qū)域時,通過工業(yè)相機采集1幀經(jīng)過其正前方的鴨胴體表面特征及膛口特征圖像,并保存于計算機中。然后經(jīng)過圖像處理之后,將計算出來的鴨外形輪廓質(zhì)心坐標(biāo)及膛口中心坐標(biāo)信息進行轉(zhuǎn)換后,利用Modbus通訊協(xié)議傳輸至PLC對應(yīng)的寄存器中。由于OpenCV提供了豐富的視覺處理算法,并且它由一系列C 函數(shù)及C + + 類構(gòu)成,便于圖像處理程序的編寫,所以圖像處理系統(tǒng)采用OpenCV 2.4.11庫于VS2012上完成。

圖3 鴨胴體外形圖像處理流程圖
2.2 鴨胴體外形輪廓質(zhì)心獲取
由于工業(yè)相機采集到的鴨胴體外形特征圖像在經(jīng)過線路傳送以及A/D轉(zhuǎn)換過程中會產(chǎn)生噪聲,降低圖像的質(zhì)量,因此先對圖像進行預(yù)處理( 圖3)。首先對原RGB圖像進行灰度圖轉(zhuǎn)換,然后采用中值濾波,對圖像進行平滑處理,改善圖像質(zhì)量,原RGB圖像以及預(yù)處理后的圖像如圖4a、4b所示。為得到去除鴨翅及鴨腿的鴨軀干質(zhì)心,采用閾值法進行圖像分割。具體處理步驟為:
(1) 首先,將原RGB 圖像進行灰度圖轉(zhuǎn)換,并利用5×5模板進行中值濾波,得到去除噪聲后的平滑圖像。然后利用二值化函數(shù)cvThreshold( )對圖像進行二值化得到二值圖像,如圖4c所示,其中函數(shù)運算為CV_THRESH_BINARY,閾值選取82。二值化函數(shù)cvThreshold ( )原型為double threshold(Input-Array src,Output Array dst,double thresh,double maxval,int type) ,其中CV _ THRESH _BINARY 運算原理為當(dāng)前點值大于閾值時,取maxval,也就是第4個參數(shù),否則設(shè)置為0。
(2)得到的二值化圖像顯示鴨胴體軀干輪廓及膛口部位留下了微小的斑點噪聲,為消除此噪聲,采用10×10方陣結(jié)構(gòu)元素對二值化圖像進行閉運算,運算結(jié)果如圖4d所示。
(3)為得到完整鴨胴體軀干圖像,將經(jīng)過閉運算后的圖像進行邊界小面積去除以及孔洞填充,結(jié)果如圖4e所示。
(4)最后利用Canny 算子進行邊緣檢測,并計算輪廓質(zhì)心,得到坐標(biāo)信息,如圖4f所示。

圖4 鴨胴體外形圖像處理結(jié)果
2.3 鴨胴體膛口定位
由于經(jīng)過切肛后得到的鴨胴體膛口會因鴨的大小尺寸而有所變化,所以要使末端執(zhí)行器從膛口沿腔壁準(zhǔn)確進入腔體內(nèi)就需對膛口進行定位。鴨胴體進行切肛后膛口呈類圓形,且膛口位于軀體底部中間位置,故可通過尋找軀體底部最大內(nèi)接圓來對膛口進行定位,內(nèi)接圓圓心即為膛口中心,末端執(zhí)行器根據(jù)圓心坐標(biāo)及半徑信息即可準(zhǔn)確進入腔體內(nèi)。膛口定位處理流程如圖5所示。

圖5 鴨胴體膛口定位圖像處理流程圖
具體處理步驟為:
(1)與處理外形輪廓圖像類似,首先進行預(yù)處理,將原RGB圖像進行灰度處理,然后利用5×5模板進行中值濾波,消除噪聲得到平滑圖像,如圖6b所示。
(2)得到預(yù)處理圖像后進行二值化處理,這里同樣采用二值化函數(shù)cvThreshold( )對預(yù)處理圖像二值化。由于最大類間方差法( Otsu 法)是將圖像按前景灰度與背景灰度分為兩部分,通過方差計算得到最大灰度差,從而找到最佳閾值將目標(biāo)進行分割。對于膛口圖像,當(dāng)前景(即膛口)和背景的分割閾值為T時,則類間方差為
g = ω0(μ0-μ)2 + ω1(μ1-μ)2 (1)
其中 μ=ω0μ0+ω1μ1 ( 2)
式中 ω0——前景像素點占整幅圖像的比例
ω1——背景像素點占整幅圖像的比例
μ0——前景平均灰度
μ——圖像總平均灰度
μ1——背景平均灰度
將式(2)代入式(1)中可得
g=ω0ω1(μ0-μ1)2 (3)
其中 ω0+ω1= 1 (4)
由于膛口圖像中前景與背景差異較大,這樣采用遍歷法便可得到使類間方差g最大的閾值T。所以二值化函數(shù)cvThreshold()中函數(shù)運算方法選擇CV_THRESH_OTSU,然后對二值圖像進行孔洞填充,如圖6c所示。
(3)得到二值圖像后,利用Canny 算子進行邊緣檢測,得到膛口輪廓,如圖6d所示。然后遍歷輪廓內(nèi)的像素點,找出距離邊緣輪廓最遠的點,則該點即為最大內(nèi)接圓圓心,最遠距離即為其半徑,計算結(jié)果如圖6e所示。
(4)最后在膛口輪廓圖像上繪制出最大內(nèi)接圓及圓心,如圖6f所示。
2.4 坐標(biāo)信息轉(zhuǎn)換及數(shù)據(jù)傳輸
通過視覺系統(tǒng)及圖像處理所獲得的坐標(biāo)值為像素坐標(biāo)系下的值,若要通過該坐標(biāo)值指導(dǎo)末端執(zhí)行器進行準(zhǔn)確掏膛則需對其進行坐標(biāo)轉(zhuǎn)換。首先對像素坐標(biāo)系以及末端執(zhí)行器所在的世界坐標(biāo)系進行標(biāo)定,找出像素坐標(biāo)系原點位于世界坐標(biāo)系內(nèi)的坐標(biāo)值。這里為簡化坐標(biāo)變換流程,將末端執(zhí)行器手掌中心定為世界坐標(biāo)系原點。在坐標(biāo)轉(zhuǎn)換原理圖中(圖7),設(shè)像素點A在像素坐標(biāo)系中的坐標(biāo)值為(Xu0,Yu0),像素坐標(biāo)系原點Ou距世界坐標(biāo)系原點Ow的水平距離為|a|、豎直距離為|b|,那么點A在世界坐標(biāo)系中的坐標(biāo)為

其中
式中 k——比例因子
L——標(biāo)定板實際長度
l——標(biāo)定板在像素坐標(biāo)系中的長度
那么在進行掏膛工作時,機械臂需移動的距離即為|Yw|。

圖6 鴨胴體膛口定位圖像處理結(jié)果

圖7 坐標(biāo)轉(zhuǎn)換原理圖
對坐標(biāo)信息轉(zhuǎn)換后需進行數(shù)據(jù)傳輸,本系統(tǒng)采用Modbus 通訊協(xié)議進行數(shù)據(jù)傳輸。將計算機作為主站,PLC 作為從站,利用“06”寫寄存器功能碼,將根據(jù)鴨胴體外形輪廓質(zhì)心坐標(biāo)得到的4號機械臂移動距離|Yw|與根據(jù)膛口中心坐標(biāo)得到的5號機械臂移動距離|yw|,發(fā)送至與控制其移動距離對應(yīng)的寄存器中。
2.5 家禽圖像處理效率
由于家禽圖像需在線采集,對圖像實時處理并將坐標(biāo)信息傳輸至PLC中,故圖像處理算法需具有高效性。本文采用GetTickCount()函數(shù)對圖像處理算法運行時間進行檢測,程序經(jīng)過多次運行得出運行時間,鴨胴體外形圖像從開始采集至得到外形輪廓質(zhì)心坐標(biāo)平均用時218 ms;鴨胴體膛口圖像從開始采集至得到膛口中心坐標(biāo)平均用時912ms。而機械手完成一次凈膛工作時間遠大于圖像處理時間,因此滿足實際生產(chǎn)要求。
3 控制系統(tǒng)設(shè)計
3.1 控制系統(tǒng)結(jié)構(gòu)與硬件配置
家禽屠宰凈膛系統(tǒng)的控制及工藝要求系統(tǒng)運行穩(wěn)定并具有較強的抗干擾能力,因此,本系統(tǒng)采用PLC進行控制??刂葡到y(tǒng)結(jié)構(gòu)如圖8所示,通過觸摸屏人機交互界面以及控制器PLC接受外部的信號輸入,實現(xiàn)步進電動機驅(qū)動器對步進電動機、電磁閥對氣缸的控制。凈膛工作部件組根據(jù)視覺系統(tǒng)所傳遞的坐標(biāo)信息以及既定的運動路徑完成掏膛工作。
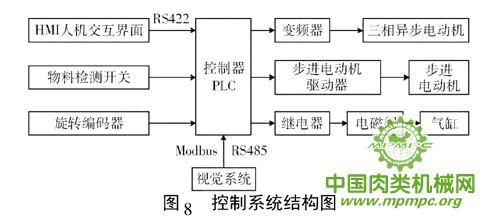
圖8 控制系統(tǒng)結(jié)構(gòu)圖
對于各機械臂移動距離的精確控制主要通過控制器PLC發(fā)出脈沖,然后由步進電動機驅(qū)動器轉(zhuǎn)換成角位移,以實現(xiàn)步進電動機帶動機械臂精確地前進與后退。各機械臂移動距離控制算法為

式中 S——各機械臂移動距離
θe——步進電動機固有步距角
P——脈沖數(shù)
M——步進電動機驅(qū)動器細分系數(shù)
i——行星減速器減速比
即通過控制所給的脈沖數(shù)量來控制移動距離。
硬件配置包括匯川H2U-3232MTQ 型PLC、H1U-0806MT型PLC、匯川IT5070T型觸摸屏、雷賽57HS22-A型57步進電動機、雷賽DM542型步進電動機驅(qū)動器、PX57N004S0型行星減速器、PX57N006S0型行星減速器、SH38C6-500R24EK型旋轉(zhuǎn)編碼器、GY 10-W3-3E4 型光電開關(guān)、AutonicsS17-8DN型接近開關(guān)、AirTAC ACQ20×50B型氣缸、AirTAC 4V210-08型電磁閥、OMRON MY4NJ型繼電器、眾辰H6400A0D75K-S型變頻器、YS8024型三相交流異步電動機以及M075-80B14型臥式齒輪減速機。
3.2 控制流程
為滿足家禽屠宰凈膛的工藝要求,本控制系統(tǒng)具備手動與自動模式。手動控制模式下,可分別對禽體輸送裝置與每一根機械臂的運動進行控制,并且可對末端執(zhí)行器進行動作調(diào)試。自動控制模式下,首先通過視覺系統(tǒng)在線獲取并處理家禽胴體圖像,將坐標(biāo)信息傳輸至PLC中,然后輸送裝置上的旋轉(zhuǎn)編碼器與1號步進電動機上的旋轉(zhuǎn)編碼器比較兩者運動速度,同時,禽體掛鉤檢測傳感器與禽體檢測傳感器檢測信號,若兩者運動速度一致,且2個傳感器檢測到信號,那么凈膛工作部件組根據(jù)視覺系統(tǒng)所傳遞的坐標(biāo)信息以及既定的運動路徑完成一次掏膛工作。自動模式下凈膛作業(yè)會循環(huán)運轉(zhuǎn)下去,整體控制流程如圖9所示。
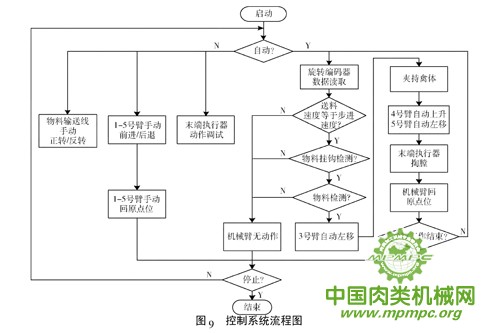
圖9 控制系統(tǒng)流程圖
4 試驗與結(jié)果分析
4.1 試驗材料與裝置
試驗樣本為農(nóng)貿(mào)市場購買的新鮮麻鴨胴體,質(zhì)量1000~2500g。試驗裝置為本家禽屠宰凈膛系統(tǒng),樣機試驗如圖10所示。

圖10 樣機試驗
4.2 視覺重復(fù)定位精度試驗
由于掏膛機械手進行掏膛工作時是根據(jù)鴨胴體外輪廓質(zhì)心坐標(biāo)以及膛口中心坐標(biāo)信息來完成的,因此對視覺重復(fù)定位精度的測定是一項必要的工作。為減少試驗樣品對視覺重復(fù)定位精度試驗帶來的影響,這里采用等比例的鴨胴體模型進行試驗。首先采用懸掛法獲取鴨胴體模型質(zhì)心,如圖11a所示,C點即為質(zhì)心,標(biāo)記該點并獲取該圖像,得到C點像素坐標(biāo)為(359,278);同時獲取模型膛口圖像,繪制出軀體底部最大內(nèi)接圓并得到圓心G 點坐標(biāo)( 357,262) ,如圖11b所示。然后將該模型豎直懸掛于輸送裝置掛鉤上,循環(huán)運送50圈,經(jīng)過圖像采集區(qū)時,視覺系統(tǒng)獲取圖像并計算出質(zhì)心及膛口中心坐標(biāo),由于指導(dǎo)機械臂進行掏膛的坐標(biāo)信息均為縱軸坐標(biāo)數(shù)據(jù),故只需對縱軸坐標(biāo)數(shù)據(jù)進行統(tǒng)計分析即可,如圖11c、11d所示。
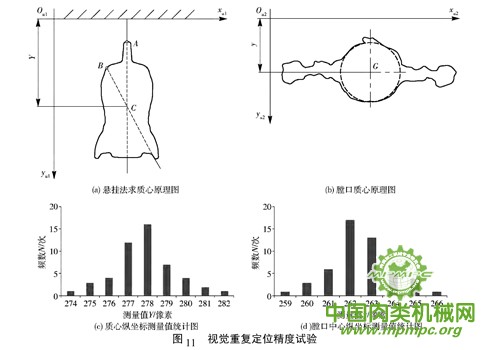
圖11 視覺重復(fù)定位精度試驗
圖11試驗數(shù)據(jù)表明,視覺重復(fù)定位精度近似呈正態(tài)分布,其中質(zhì)心縱坐標(biāo)最小值為274像素,最大值為282像素; 膛口中心縱坐標(biāo)最小值為259像素,最大值為266像素。那么,重復(fù)定位精度為

式中 n——采集數(shù)據(jù)次數(shù)
Yj——質(zhì)心或膛口中心縱坐標(biāo)測量值
Y0——質(zhì)心或膛口中心縱坐標(biāo)實際值
將試驗數(shù)據(jù)代入式( 7) 中得到質(zhì)心重復(fù)定位精度σY為±1.60像素,膛口中心重復(fù)定位精度σy為±1.52 像素,該精度滿足視覺定位及生產(chǎn)加工要求。
4.3 內(nèi)臟殘留率試驗
內(nèi)臟殘留率為家禽凈膛系統(tǒng)性能試驗重要指標(biāo)之一,其定義為

式中 M——內(nèi)臟總質(zhì)量
N——凈膛機械手掏出內(nèi)臟質(zhì)量
試驗前采用量程為5kg、精度為0.1g的電子天平對麻鴨胴體進行稱量,并對麻鴨進行切肛處理。按其質(zhì)量分為1000~1500g、1500~2000g、2000~2500g3組,以10只麻鴨為一組,分別記為A、B、C 3組試驗組,一共進行3次試驗,以驗證不同體型麻鴨的掏膛效果一致性。試驗時,將切肛后的鴨胴體懸掛于環(huán)形禽體輸送線的掛鉤上,將控制模式置于自動模式下,至掏膛工作結(jié)束后,對掏出內(nèi)臟及總內(nèi)臟進行稱量。
A、B、C 3組樣品平均質(zhì)量分別為1374.10、1718.32、2100. 22g,其內(nèi)臟平均殘留率分別為8.18%、7.06%、7.66%。內(nèi)臟殘留主要為心臟、斷裂食管以及破損肝臟。造成內(nèi)臟殘留的主要原因是心臟位于倒錐形胸腔內(nèi),機械手手指無法完全伸入胸腔頂端進行掏取,同時因手指在腹腔內(nèi)彎曲并在掏取內(nèi)臟時會使部分食管斷裂、部分肝臟破損,斷裂食管及破損肝臟從指間滯留。試驗結(jié)果表明,內(nèi)臟平均殘留率為7.63%,基本滿足生產(chǎn)加工要求。
4.4 內(nèi)臟破損率試驗
家禽內(nèi)臟有一定的食用價值,考慮到后續(xù)對內(nèi)臟器官分揀工作的影響,將內(nèi)臟破損率定為本試驗的另一重要指標(biāo)。經(jīng)過對所掏出家禽內(nèi)臟的觀察,發(fā)現(xiàn)內(nèi)臟破損主要集中在質(zhì)地最為脆弱的肝臟上,這里將肝臟定為破損率的研究代表,所以內(nèi)臟破損率定義為所掏出內(nèi)臟中肝臟破損試驗次數(shù)占總試驗次數(shù)的比例,其中只要出現(xiàn)所掏出的內(nèi)臟中肝臟出現(xiàn)破裂或不完整均算作破損。分別對A、B、C 3組麻鴨樣本所掏出的內(nèi)臟進行統(tǒng)計,內(nèi)臟破損數(shù)據(jù)及結(jié)果如表2所示。
表2 內(nèi)臟破損率試驗數(shù)據(jù)處理
| 參數(shù) | A | B | C | 平均值 |
| 樣品平均質(zhì)量/g | 1374.10 | 1718.32 | 2100.22 | 1730.88 |
| 肝臟破損次數(shù)/次 | 4 | 2 | 1 | 2.3 |
| 內(nèi)臟破損率/% | 40 | 20 | 10 | 23 |
試驗結(jié)果表明,內(nèi)臟平均破損率為23%,破損率與設(shè)計要求偏差較大。經(jīng)過對比分析發(fā)現(xiàn),麻鴨樣本體型越大,所掏出內(nèi)臟中肝臟破損次數(shù)越少,麻鴨樣本體型越小,機械手進入腔體內(nèi)相對活動空間越小,在進行內(nèi)臟抓取時,肝臟越易破損。
5 結(jié)論
(1) 根據(jù)自動家禽凈膛要求,設(shè)計了一套基于機器視覺定位的家禽屠宰凈膛系統(tǒng)。其中,機械本體為一雙直角式機械手配合環(huán)形家禽輸送裝置的方式,同時采用抓取式的方式進行掏膛作業(yè),該機械手的結(jié)構(gòu)簡單、合理,便于控制。視覺系統(tǒng)中,采用尋找家禽胴體外形輪廓質(zhì)心及膛口中心的方式進行定位,圖像處理方式合理,處理算法簡便可靠??刂葡到y(tǒng)采用穩(wěn)定性較強、便于操作的PLC 進行控制,機械手的動作規(guī)劃及控制邏輯設(shè)計合理。機械手本體、視覺系統(tǒng)及控制系統(tǒng)相互配合,使凈膛系統(tǒng)能夠穩(wěn)定運行。
(2) 樣機試驗結(jié)果表明,外形輪廓質(zhì)心坐標(biāo)重復(fù)定位精度、膛口中心坐標(biāo)重復(fù)定位精度、內(nèi)臟殘留率、內(nèi)臟破損率分別為± 1.6像素、±1.52像素、7. 63%、23%。其中,視覺重復(fù)定位精度與內(nèi)臟殘留率基本滿足生產(chǎn)加工要求,內(nèi)臟破損率需通過參數(shù)及結(jié)構(gòu)優(yōu)化進一步降低。

用")

